威海直供補償器廠家
發(fā)布時間:2023-09-15 00:26:20
威海直供補償器廠家
波紋補償器焊接外觀檢查內(nèi)容,熱力管道補償器廠波紋補償器外觀檢查:焊接尺寸、有無焊接缺陷等;焊接質(zhì)量的保證,主要是嚴(yán)格落實焊接評定試驗條件的過程控制。一、可以用眼觀察,看是否有氣孔、殘留的焊渣;二、做焊縫探傷不僅可以檢驗焊縫的質(zhì)量還可以測出焊縫的高度是zui有效的檢驗方法。焊縫探傷標(biāo)準(zhǔn): 一、Ⅰ、Ⅱ級焊縫必須經(jīng)探傷檢驗,并應(yīng)符合設(shè)計要求和施工及驗收規(guī)范的規(guī)定,檢查焊縫探傷報告。 二、Ⅰ、Ⅱ級焊縫不得有裂紋、焊瘤、燒穿、弧坑等缺陷。Ⅱ級焊縫不得有表面氣孔、夾渣、弧坑、裂紋、電弧擦傷等缺陷,且Ⅰ級焊縫不得有咬邊、未焊滿等缺陷。

威海直供補償器廠家
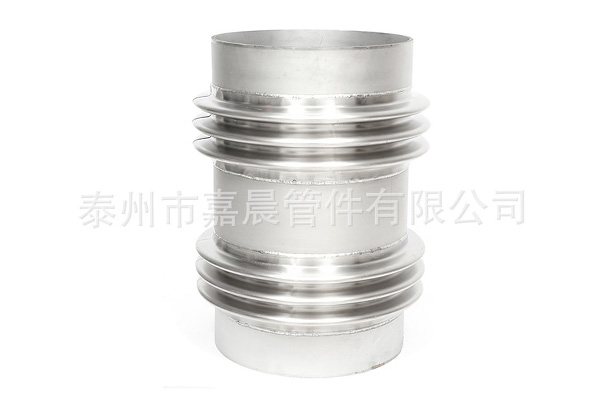
管道補償器是專為煤粉管道設(shè)計的一種專用補償器,管道補償器波紋管為1Cr18Ni9Ti或SUS304材質(zhì)制造。管道補償器采用多層一次液壓成型工藝,可以補償軸向、角向、橫向及各方位的合成位移。管道補償器具有極強的耐磨性、補償量大、產(chǎn)品性能好、使用壽命長、等多種優(yōu)點。
威海直供補償器廠家
此樣膨脹節(jié)只能吸收軸向位移。直管壓力平衡型波紋補償器能補償管系的軸向位移,內(nèi)壓推力自身平衡,本結(jié)構(gòu)可用于不宜設(shè)置固定支架的高物位直管線或大直徑線中。直管壓力平衡型波紋補償器由一個波紋管和兩個端接構(gòu)成其他零件組成。

威海直供補償器廠家
或者存在波紋管磨蝕可能時;或者介質(zhì)溫度高,需要降低波紋管金屬溫度時需要設(shè)置導(dǎo)流筒:根據(jù)GB/T 12777-2008標(biāo)準(zhǔn)內(nèi)套筒的推薦設(shè)計,為了減少對補償器沖刷和介質(zhì)流動阻力,要求有平穩(wěn)流動時,可以使用導(dǎo)流管。當(dāng)介質(zhì)、流速V>3 m/s ;通z DN>150mm時,需設(shè)導(dǎo)流管,以防止介質(zhì)高速流動引起波紋管的誘發(fā)振動。選擇導(dǎo)流管尺寸(來自經(jīng)驗):當(dāng)DN為1000mm時,導(dǎo)流管選用材料為Q235、壁厚8=6mm,且根據(jù)補償器實際使用工況(多熱源聯(lián)合供熱)需要,導(dǎo)流管外徑于進出水端管內(nèi)徑間隙小于3 mm,可避免由于介質(zhì)流向變動而誘發(fā)的振動。

威海直供補償器廠家
焊縫外形均勻,焊道與焊道、焊道與基本金屬之間過渡平滑,焊渣和飛濺物清除干凈。四、表面氣孔:①Ⅰ、Ⅱ級焊縫不允許;Ⅲ級焊縫每50mm 長度焊縫內(nèi)允許直徑≤0.4t;且≤3mm 氣孔2 個;氣孔間距≤6 倍孔徑。 4.2.3 咬邊:Ⅰ級焊縫不允許。②Ⅱ級焊縫:咬邊深度≤0.05t,且≤0.5mm,連續(xù)長度≤100mm,且兩側(cè)咬邊總長≤10%焊縫長度。③Ⅲ級焊縫:咬邊深度≤0.lt,且≤lmm。化工用波紋補償器如何計算,廠家告訴您常規(guī)的化工泵具有耐腐蝕性能,對酸,堿,鹽等腐蝕性液體的輸送很適合,在使用安裝化工泵時,管道連接不夠或偏短,通常會采用管道補償器,在使用波紋管道補償器時要如何選擇,有哪些計算方法呢?波紋補償器的補償能力源于波紋管的彈性變形,有拉伸、壓縮、彎曲及它們的組合變形。補償能力的大小,由設(shè)計者根據(jù)需要確定規(guī)定的額定補償量,即表示在一定條件下具有的補償能力。